Tig Welding (Tungsten
Inert Gas)
Tig welding is an electric welding process that is controllable, clean,
but is slow and the equipment relatively expensive. The metal to be welded
has to be very clean but there is no post weld cleaning. The main components
to Tig welding are, the torch which is used to strike the arc and the filler
rod. A main unit is also required to produce and control the current.


The Tig torch, earth clamp and welding rod.
Close up of the torch showing the electrode.
With Tig welding an arc is struck between the electrode (which can be seen protruding from the ceramic shield above right) and the metal to be welded. The arc heats and melts the metal and filler rod is added as required. The electrode is tungsten and does not melt as welding takes place. An inert shielding gas flows out of the ceramic shield around the tungsten and weld preventing oxidisation. The weld is very neat with no smoke or spatter. Distortion is low due to the very localised heat of the arc. On the main unit you can control various settings, such as current, pre gas flow, post gas flow, ramp up time of the current, ramp down time of the current and on some models pulse width, amplitude and frequency. The torch has an on off button so controlling the current when welding is not possible unless you have a foot control.
Tig can be used for welding steel, stainless steel and aluminium. However to weld aluminium you require a Tig unit capable of producing alternating current. The constantly changing current punches through the slag that forms on top of the weld pool. Unfortunately AC Tig units are expensive and my unit is only a DC Tig.
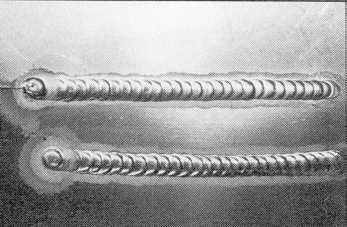
The above is an example of a TIG weld. (It is actually an aluminium weld but a steel weld looks very similar.) A TIG weld has a very neat appearance with minimum extra metal. The weld nearly looks as if it has been stitched together.